



Vacuum heat treatments
Our modern ALD-high-temperature vacuum plant with batch dimensions of 600 x 600 x 900 mm3 allows the economic and functionally optimized heat treatment of tool steels, high-speed steels, hot and cold work steels as well as several oil hardening steels.
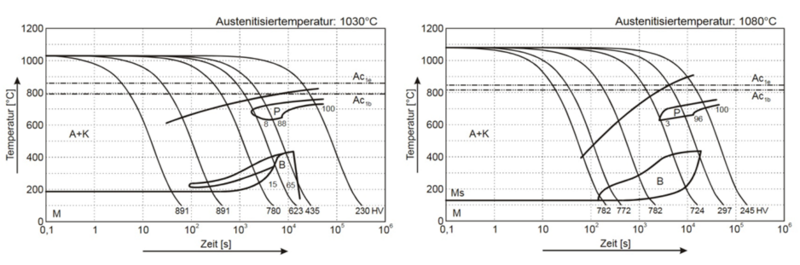
Vacuum hardening
High-vacuum hardening is particularly suitable for high-alloyed steels, but also for high-speed steels of all types.
A particular advantage lies in the homogeneous, progressive heating, through heating and quenching which leads to a lower distortion compared to other processes. For example, salt bath hardening leads to a high temperature gradient between core and surface so that the distortion is considerably higher.
Investigations with vacuum-hardened workpieces also show that the same or better hardness values can be achieved compared to salt bath hardening.
Due to the medium nitrogen used in the heating process under vacuum conditions, workpieces can be removed in a metallic bright condition after tempering.
All process steps of the heat treatment are electronically archived and are thus highly reproducible.
Selection of hardening steel grades
- 1.2379
- 1.2767
- 1.2343
- 1.2344
- 1.2363
- 1.3343
- 1.2080
- 1.2083
- 1.4236
- 1.2510
- 1.2842
- 1.2601
- 1.2631
- 1.2731
- 1.4112
- 1.4122
- 1.2369
- 1.3206
- 1.3343
Vacuum brazing
The parts joining using modern brazing techniques becomes more and more important in numerous industries.
We have many years of experience in vacuum brazing of complex geometries at high temperatures for electronic components and in particular for parts of the hydraulics and pneumatics industry.
Thousands of flow, flow control, pressure and pressure control valves are brazed at temperatures of approx. 1100°C with great results.
The assembly of the join parts can be carried out on pneumatic and/or hydraulic presses beforehand.
Vacuum annealing
Workpieces manufactured by cutting, shaping and casting must often be annealed to maintain defined mechanical properties.
High-vacuum annealing eliminates, more than under inert gas, harmful reactions with gases from the atmosphere; oxide layers cannot occur.
The most frequent processes are:
- Soft annealing at approx. 680 - 780 °C
Aim: decrease of separated cementite or perlite to reduce hardness and strength & increase of deformation capacity
- Stress-relief annealing at approx. 480 - 680 °C
Aim: residual stresses caused by processing (turning, milling, drilling, shaping) are to be reduced/eliminated without changing the mechanical properties.
- Basic annealing (normalizing)
High-carbon steels below 800 °C, low-carbon steels up to 950 °C
Aim: formation of a uniformly distributed, fine structure.
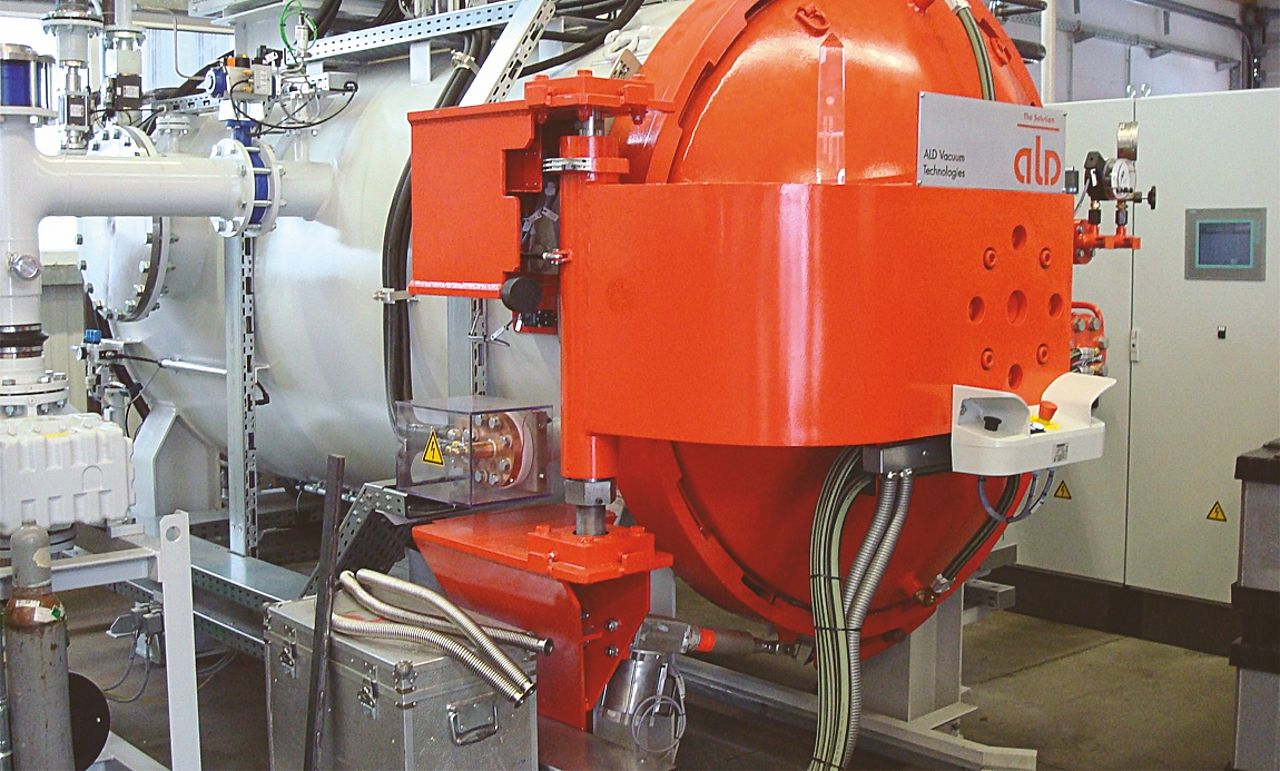 ALD-high-temperature vacuum plant
ALD-high-temperature vacuum plant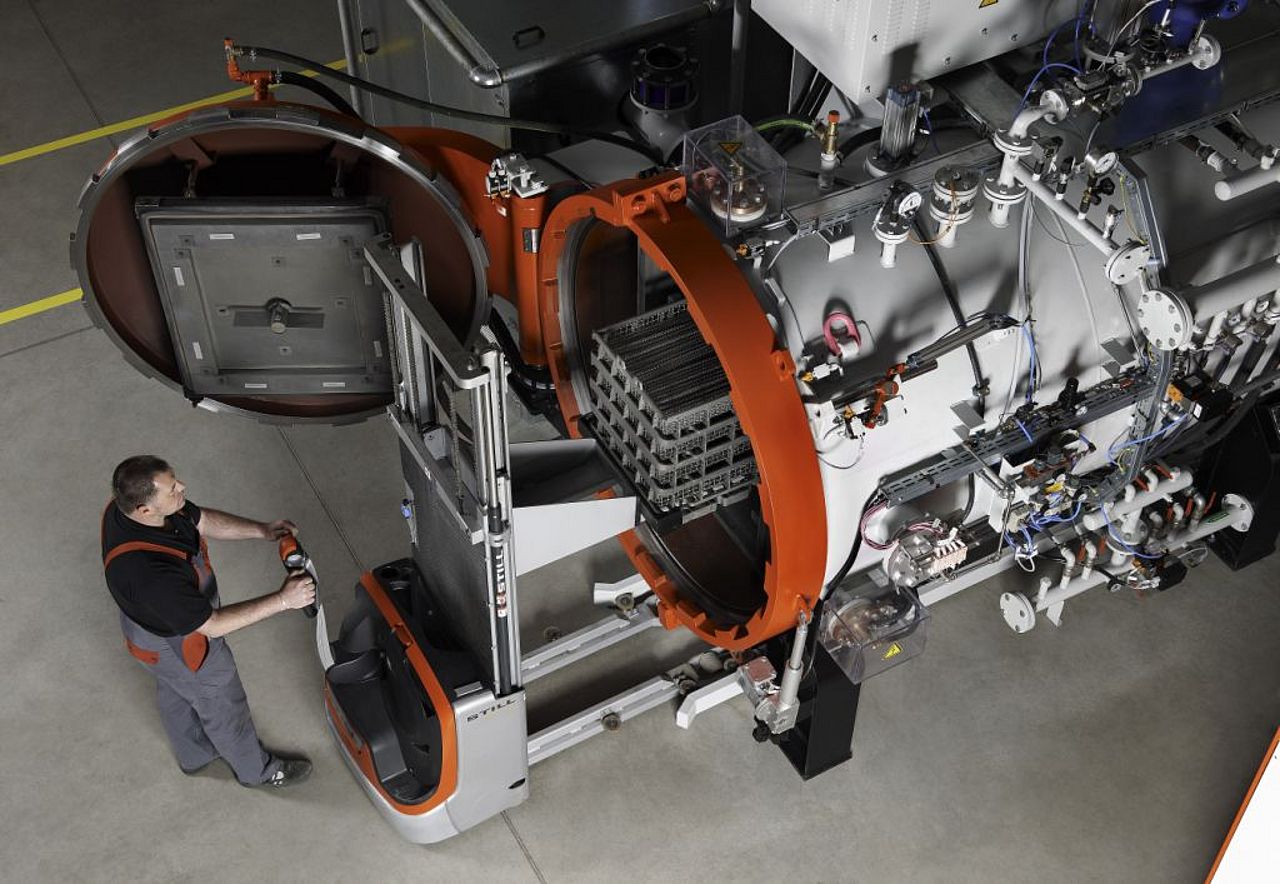 Vacuum annealing
Vacuum annealing Vacuum brazing
Vacuum brazing



Dr.-Ing. Folz Gleitlagertechnik GmbH
Matthias Nickels Str. 14-16
66346 Püttlingen / Saar
Telephone: +49 (0) 6806 95393-0
Telefax: +49 (0) 6806 95393-14
